
Anwendungshinweise für das Schutzgasschweißen von Aluminium
Die zahlreichen Vorteile und die Vielseitigkeit von Aluminiumwerkstoffen sorgen dafür, dass es auf dem Markt große Wertschätzung genießt und dass die Verwendung von Aluminium und Aluminiumlegierungen zunehmend steigt. Das geringe Gewicht von Aluminium ermöglicht Energie einzusparen, die gute Verformbarkeit, ästhetische und elegante Formschöpfungen zu schaffen. Aluminium ist außerdem korrosionsbeständig, dauerhaft und unbegrenzt wiederverwertbar.
Bei vielen Herstellern führt dies zu einer Umstellung von Stahl auf Aluminium und neue Unternehmen entscheiden oft direkt vom Anfang mit Aluminium zu arbeiten. Manche Eigenschaften sind grundlegend verschieden von denen von Stahl. Die Kenntnis dieser Unterschiede ist für die Verarbeitung von Aluminiumwerkstoffen von größter Bedeutung.
Auswirkungen der Unterschiede in den physikalischen Größen von Stahl zu Aluminium auf das Schmelzschweißen
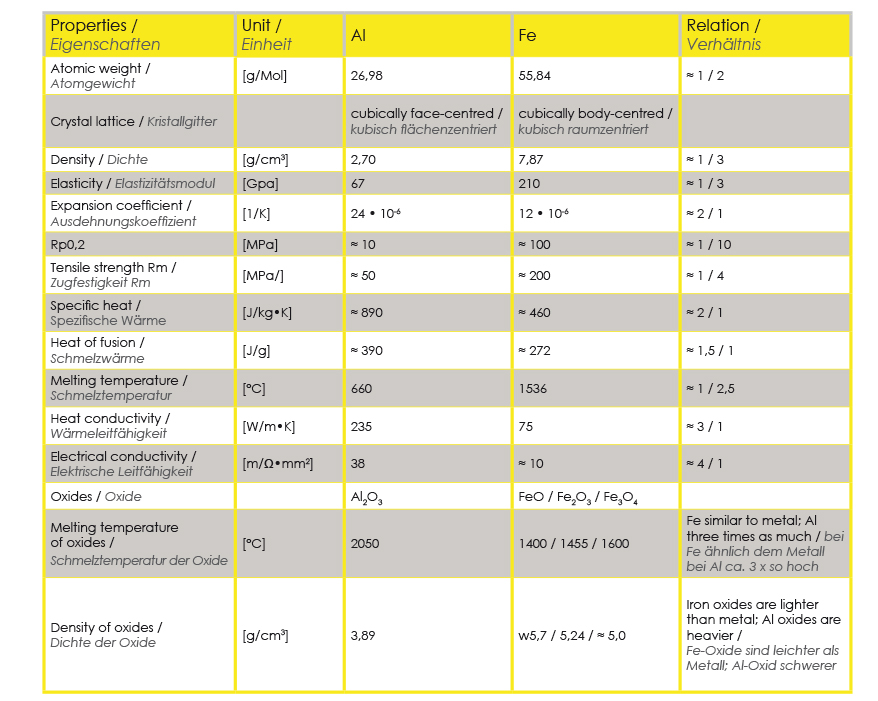
Die Unterschiede in Dichte, Elastizitätsmodul und der Festigkeit sind für das praktische Schweißen kaum von Relevanz, natürlich jedoch für die Konstruktion der Bauteile. Die gute elektrische Leitfähigkeit von Aluminium kann zu Schwierigkeiten beim Zünden des Lichtbogens führen und die ebenso hohe Wärmeleitfähigkeit zu Bindefehlern am Nahtanfang und zu vorlaufender Schweißwärme. Auf diese Aspekte wird in weiterer Folge detailliert eingegangen. Die gute Wärmeleitfähigkeit kann ebenso zu einer starken Erwärmung von Schweißvorrichtungen und damit zu Dimensionsabweichungen führen, denen mit einer entsprechend stabilen Ausführung und eventuell einer zusätzlichen Kühlung begegnet werden muss.
Grundsätzlich führen hohe Wärmeleitfähigkeit und Ausdehnungskoeffizient zu einem stärkeren Verzug beim Schweißen von Aluminium. Dies ist in Konstruktion und im Vorrichtungsbau zu berücksichtigen.
- Einganz besonderes Augenmerk ist auf die Oxidschicht und die Löslichkeit von Wasserstoff zu richten.
Oxidschicht
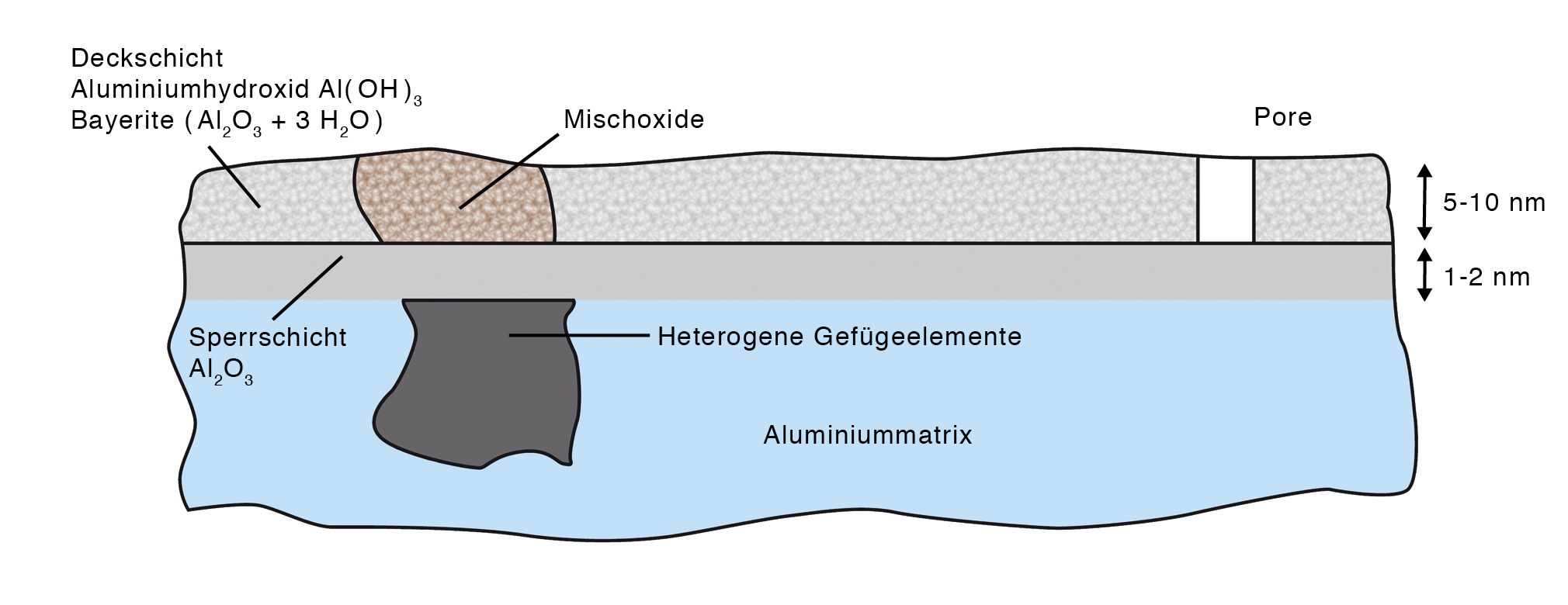
Aluminium bildet an Atmosphäre sofort eine Oxidschicht im Wesentlichen aus amorphem Al2O3. Sie besteht aus zwei übereinander liegenden Teilschichten und zwar
- einer nahezu porenfreien Grund-oder Sperrschicht aus amorphem Aluminiumoxid
- einer porösen wasserhaltigen Deckschicht mit geringen kristallinen Anteilen an Al-Hydroxiden und Bayerit.
Die Dicke der Oxidschicht nimmt mit Zeit, Temperatur und Sauerstoffangebot zu. Obwohl
die Oxidschicht sehr dicht ist, einen Schmelzpunkt von ca. 2.300° Celsius aufweist und
die Aluminiumoberfläche vor weiterer Korrosion schützt, kann diese auch porös sein
und Feuchtigkeit aufnehmen.
Der Oberflächenzustand von Aluminium beeinflusst beim MIG und WIG-Schweißen
- die Lichtbogenstabilität
(für einen stabilen Lichtbogen ist das Vorhandensein von Al-Oxid notwendig) - die Geometrie des Lichtbogenbrennflecks
- den Spannungsabfall im Lichtbogen und damit die Lichtbogenlänge
- die Schweißnahtgeometrie
- die Schweißnahtgüte
- die Reproduzierbarkeit des Prozesses speziell beim mechanisierten Schweißen
Da die Ausbildung der Oxidschicht aufgrund der extrem geringen Dicken im Nanometerbereich in der Praxis derzeit kaum messbar ist bleibt oft nur die Möglichkeit durch chemische Methoden (Beizen) die Oxidschicht vollständig zu entfernen und durch Lagerung unter definierten Umgebungs- und Zeitbedingungen beim nachfolgenden Schweißen eine definierte Schichtdicke zu erzielen.
Bemerkenswert ist ferner, dass die Dichte des Aluminiumoxids im Vergleich zum Metall höher ist. Bei Eisen haben die Oxide ein geringeres Gewicht als das Metall und schwimmen deshalb beim Schmelzschweißen auf der Oberfläche. Bei Aluminium sinken die Oxide im Schmelzbad nach unten und können Oxideinschlüsse verursachen.
Löslichkeit von Wasserstoff
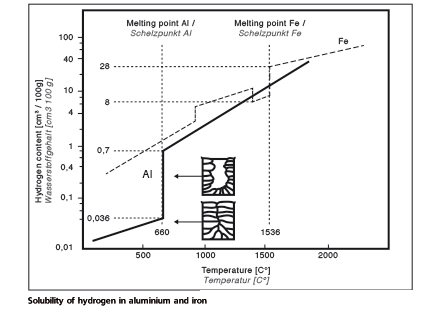
Von allen Gasen ist in Aluminium nur Wasserstoff löslich. Verglichen mit der Löslichkeit von Gasen in Eisenlegierungen ist das Lösungsvermögen gering.
- Die Löslichkeit von Wasserstoff in Aluminium hängt von dessen Legierungsgehalt und von der Temperatur ab. Die gelöste Menge wird zusätzlich vom Wasserstoffangebot bestimmt, das in der Regel als Wasserstoffpartialdruck angegeben wird. Die gelöste Menge wird üblicherweise in ml des gelösten Gases pro 100 g Metall angegeben. (1013 mbar und 0° Celsius; 1 ppm = 1,1124 ml/100g) .
Da die Löslichkeit von Wasserstoff in Aluminium während der Abkühlung bei einer Temperatur von ca. 600°C sprungartig (1:20) abnimmt kommt es während der Erstarrung des Schmelzgutes häufig zu Poren bedingt durch Wasserstoff. Bei Reinaluminium ist die Porenanfälligkeit am gravierendsten, während bei den Legierungen der Löslichkeitssprung geringer ist. Dies führt naturgemäß zu geringerer Porosität.
Diese Umstände führen dazu, dass das Vorhandensein von Wasserstoffporen beim MIG-Schweißen von Aluminium nahezu unvermeidbar ist.
Poren haben negative Auswirkungen auf die statische und dynamische Festigkeit der Verbindung und können auch sonst störend sein. Beim mechanischen Abarbeiten der Nähte treten die Poren zutage und stören aus optischen Gründen oder Verringern die Lackhaftung. Abnahmeorgane bei abnahmepflichtigen Bauwerken finden die Beurteilung schwierig ob die Porigkeit noch akzeptabel ist oder nicht und sowohl Hersteller als auch Kunden finden es einfach handwerklich inakzeptabel. Die grundsätzliche Lösung liegt darin, das Wasserstoffangebot so gering wie möglich zu halten. Allgemein wird ein Wasserstoffgehalt von ca. 0,2 bis 0,3 ml/100g als die Obergrenze dafür gehalten, das keine oder kaum Poren auftreten. Dieser Grenzwert wird in der Praxis häufig erheblich überschritten.
Quellen des Wasserstoffs sind Grundwerkstoff, Zusatzwerkstoff, Schutzgas, Atmosphäre.
Eine möglichst saubere Lagerung und Verarbeitung der Werkstoffe, Vorbehandlung der Oberflächen und Vermeidung aller sonstigen Wasserstoffquellen sind oberstes Gebot.

- Oberflächenbehandlung vor dem Schweißen
Aufgrund der oben beschriebenen Eigenschaften ist der Oberflächenbehandlung der Grund- und Zusatzwerkstoffe beim Schutzgasschweißen von Aluminium ein weitaus höherer Stellenwert zuzuschreiben als beispielsweise bei Stahl. Die Frage ob eine Reinigung vor dem Schweißen erforderlich ist kann nur so beantwortet werden: Wenn porenarme, hochfeste und konstante Schweißnähte erzielt werden sollen ist eine gründliche Reinigung nach erprobten, festgelegten und reproduzierbaren Verfahrensabläufen unbedingt erforderlich.Wir haben die folgenden grundlegenden Richtlinien für die Lagerung, Reinigung, Nahtvorbereitung und das Schweißen zusammengestellt.
- Grundwerkstoffe
Bleche und Profile sollen vertikal und mit einem genügenden Abstand zueinander gelagert werden um eine ausreichende Luftzirkulation zu ermöglichen und Kontaktpunkte zueinander zu vermeiden. Das Lager muss überdacht und vorzugsweise beheizt sein, wobei die Temperatur möglichst konstant zu halten ist..Eine kontrollierte Luftfeuchtigkeit ist wünschenswert.

- Zusatzwerkstoff
Ein beheizter Lagerraum mit konstanter Temperatur und falls möglich kontrollierter Luftfeuchtigkeit ist von großer Bedeutung. Vor der Verarbeitung sind die Schweißzusätze für mindestens 24 Stunden in der gleichen Umgebung wie die Grundwerkstoffe in Originalverpackung aufzubewahren um eine Anpassung der Temperatur mit der Umgebung zu ermöglichen. Ein Schutz vor Staub und anderer Verschmutzung muss jederzeit gewährleistet sein.